
O noso equipo de metalúrxicos e enxeñeiros garantiralle a total confianza no produto subministrado.
Os nosos laboratorios de inspección e ensaio ofrecen ensaios metalográficos, mecánicos, dimensionais, químicos, etc.
Adaptaremos un réxime de inspección e probas para satisfacer as súas necesidades. Os nosos plans de calidade van dende probas de rutina ata verificación e rastrexabilidade completamente documentadas.
Ofrecemos un conxunto completo de probas destrutivas e non destrutivas que inclúen:
1. Máquina de medición coordinada CMM
2. Radiografía
3. Inspección de partículas magnéticas
4. Inspección penetrante
5. Análise química espectrográfica
6. Probas de tracción
7. Probas de compresión
8. Proba de curvatura
9. Probas de dureza
10. Metalografía
Análise da composición química
Despois de que as materias primas fúndanse en aceiro fundido. Usamos espectrómetro para probar o material de aceiro fundido antes de fundir para asegurarnos de que os produtos teñan o aceiro preciso.


Inspección de dimensións
A inspección de dimensións baséase no debuxo para medir se a dimensión de fundición está dentro do rango de tolerancia, para atopar o erro de forma e dimensión. Ademais, débese comprobar coidadosamente a precisión da posición do dato de mecanizado, a distribución do subsidio de mecanizado e a desviación do grosor da parede.
Inspección de partículas magnéticas (MPI)
MPI é un proceso de probas non destrutivas (NDT) para detectar discontinuidades superficiais e superficiais superficiais en materiais ferromagnéticos como ferro, níquel, cobalto e algunhas das súas aliaxes. O proceso pon un campo magnético na peza. A peza pódese imantar mediante magnetización directa ou indirecta. A magnetización directa prodúcese cando a corrente eléctrica pasa polo obxecto de proba e se forma un campo magnético no material. A magnetización indirecta prodúcese cando non pasa corrente eléctrica polo obxecto de proba, pero aplícase un campo magnético desde unha fonte externa. As liñas de forza magnéticas son perpendiculares á dirección da corrente eléctrica, que pode ser corrente alterna (CA) ou algunha forma de corrente continua (CC) (CA rectificada).


Probas por ultrasóns (UT)
UT é unha familia de técnicas de proba non destrutivas baseadas na propagación de ondas de ultrasóns no obxecto ou material probado. Nas aplicacións UT máis comúns, as ondas de pulso ultrasónicas moi curtas con frecuencias centrais de 0,1 a 15 MHz e, ocasionalmente, ata 50 MHz, transmítense a materiais para detectar fallos internos ou caracterizar os materiais. Un exemplo común é a medición de espesor por ultrasóns, que proba o espesor do obxecto de proba, por exemplo, para controlar a corrosión das tubaxes.
Proba de dureza
A dureza é a capacidade dos materiais para resistir a presión de obxectos máis duros nas súas superficies. Segundo os diferentes métodos de proba e o rango de adaptabilidade, as unidades de dureza pódense dividir en dureza Brinell, dureza Vickers, dureza Rockwell, dureza micro Vickers, etc. As diferentes unidades teñen diferentes métodos de proba, que son adecuados para diferentes materiais ou ocasións con diferentes características.


Probas radiográficas (RT)
(RT ou raios X ou raios gamma) é un método de proba non destrutiva (NDT) que examina o volume dun exemplar. A radiografía (raios X) utiliza raios X e raios gamma para producir unha radiografía dun exemplar, mostrando os cambios de espesor, defectos (internos e externos) e detalles de montaxe para garantir unha calidade óptima no seu funcionamento.
Proba de propiedade mecánica
A nosa empresa está equipada con máquina de tracción de 200 toneladas e 10 toneladas. Pode usarse para probar as propiedades mecánicas dalgúns produtos especiais.

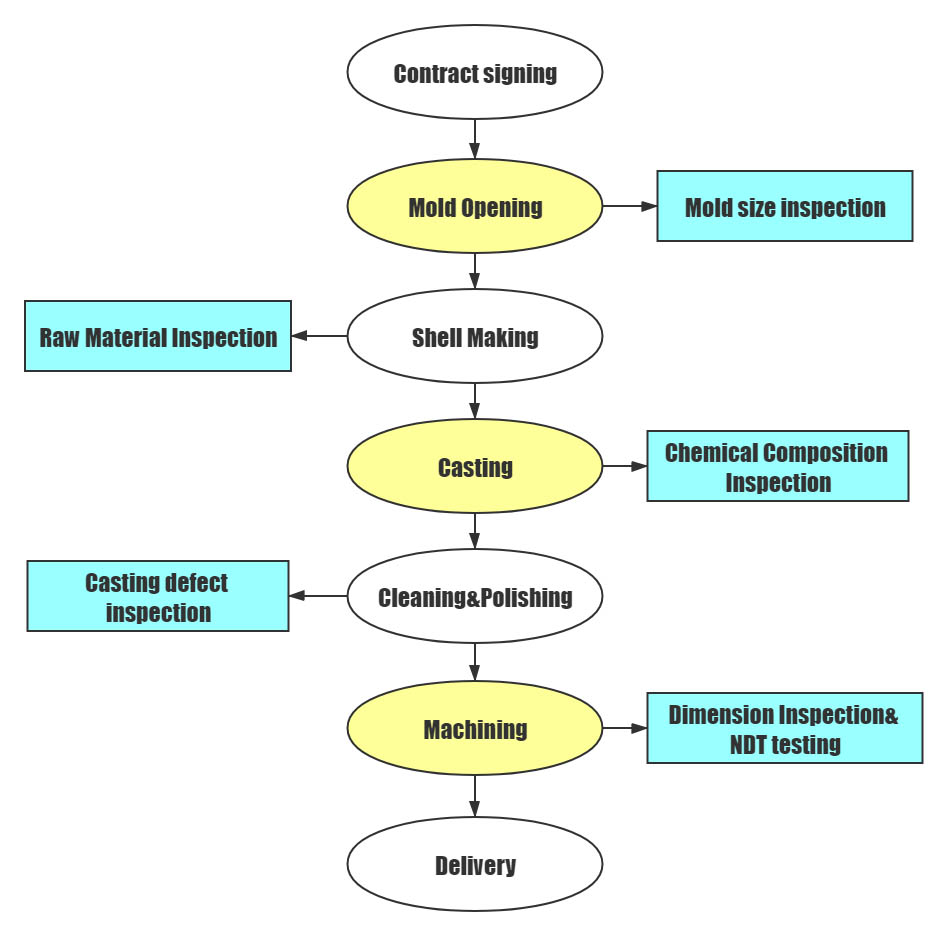
Organigrama de inspección
O obxectivo que sempre perseguimos é a calidade e o defecto cero. A afirmación dos clientes é a forza motriz do noso progreso continuo. Despois de experimentar máis dunha década de comercio internacional, melloramos significativamente o control de calidade das pezas fundidas. Nos últimos anos, aumentamos moitos equipos de proba avanzados como a máquina de proba de tracción de 200/10 toneladas, equipos de proba por ultrasóns, equipos de proba de partículas magnéticas, equipos de detección de fallos de raios X, dous analizadores de composición química, probador de dureza Rockwell, etc. .